аддитивное оборудование что такое
Аддитивные технологии и 3D-сканирование в машиностроении: 7 историй успеха

3D-технологии все чаще оказываются в центре внимания крупных российских промышленных выставок, что отражает готовность предприятий к внедрению инновационных 3D-решений в свои производственные цепочки. Так, на выставке «Металлообработка-2018» аддитивные технологии впервые были представлены на отдельной площадке; цифровое производство стало главной темой Международной промышленной выставки «Иннопром», которая прошла в июле 2018 в Екатеринбурге.
Для машиностроения, как одной из ключевых отраслей российской экономики, исключительно важны разработки нового оборудования и применение передовых решений. 3D-технологии всецело отвечают этим потребностям. Совершенствуясь, они обеспечивают все большую эффективность, позволяя предприятиям сократить и упростить технологический процесс и оптимизировать расходы на производство.
К примеру, создание прототипа на 3D-принтере займет не месяцы, как на традиционном производстве, а всего несколько часов. Значительно экономятся временные затраты на доработку конструкции и запуск продукта в серийное производство, и, соответственно, снижается стоимость всего проекта. Благодаря применению 3D-сканеров и программного обеспечения для реверс-инжиниринга и контроля геометрии затраты времени и средств сокращаются в среднем в 1,5 раза.
Преимущества 3D-печати
Задачи, решаемые в машиностроении с помощью 3D-печати
Технологии 3D-печати для машиностроительных предприятий
Преимущества 3D-сканирования
Задачи, решаемые при помощи 3D-сканеров и специализированного ПО
7 историй успеха
Блок гидравлических клапанов

Финальный CAD-файл блока клапанов, готовый к 3D-печати
Конструкция нового блока гидравлических клапанов, разработанного компаниями VTT и Nurmi Cylinders, была оптимизирована c использованием технологии селективного лазерного плавления (SLM), позволившей значительно сэкономить вес, объем и материал. В результате было создано изделие, вес которого на 66% меньше исходной модели. Благодаря инновационному дизайну удалось оптимизировать поток жидкости по внутренним каналам и решить проблему утечки.
Смеситель жидкости с газом

Схема цельнометаллического смесителя, созданного по SLM-технологии. Справа внизу: изначальная модель, состоящая из 12 элементов
Центр быстрого прототипирования Jurec, использующий оборудование SLM Solutions, выполнил проект по усовершенствованию смесителя жидкости с газом. Изначально устройство собиралось из 12 частей, включая 3 крупных элемента – первое и второе фланцевые корпусные соединения и вставка смесителя. Селективное лазерное плавление дало возможность создать единый корпус, сократив количество деталей с 12 до одной. Отпадает необходимость использовать несколько металлов и фланцевых соединений: внутри цельнометаллического корпуса просто нарезается резьба, благодаря чему вес смесителя уменьшился с 1,3 кг до 50 г. В два раза сократилось время производства. И наконец, финансовые затраты на производство уменьшились на 73%.
Разветвитель гидроакустической антенны

Слева: мастер-форма из двух частей, напечатанная на 3D-принтере. Справа: извлечение готовой детали из силиконовой формы
ОАО «Концерн «Океанприбор» (Санкт-Петербург) производит системы связи для Военно-Морского Флота РФ, в том числе оборудование с большим количеством мелких элементов, например, разветвитель – один из основных компонентов новой гидроакустической антенны. Для быстрого прототипирования при изготовлении литьевых деталей концерн использует профессиональный 3D-принтер 3D Systems ProJet 660Pro, работающий по технологии CJP. На 3D-принтере выращивается литейная форма, которая затем заливается силиконом. В силиконовую форму можно заливать любой другой материал, в данном случае это полиуретан. В результате предприятие получает своего рода форму для форм – не просто прототип, а опытный образец, готовый к использованию. Реализация проекта с применением стандартных методов потребовала бы нескольких месяцев, но благодаря 3D-принтеру срок создания антенны удалось сократить до трех недель.
Компоненты газотурбинных двигателей

Восковая модель, выращенная методом 3D-печати, и готовое изделие
Американская компания Turbine Technologies, Ltd. разработала модификацию двигателей внутреннего сгорания, на которые устанавливаются турбины высокого давления. Компания приобрела принтер 3D Systems ProJet MJP 3600W для 3D-печати восковых моделей и получает готовую отливку в течение 3-4 дней. Восковые модели теперь изготавливаются непосредственно из 3D-моделей CAD, а литейный цех Turbine Technologies производит компоненты прототипов газотурбинных двигателей с большей точностью и меньшими расходами.
Компоненты и узлы для авиастроения

3D-печать фотополимерами по технологии QuickCast позволяет сэкономить время и деньги, поскольку позволяет обойтись без дорогостоящей оснастки
Компания Vaupell разрабатывает производственные решения для литейных предприятий, которые выполняют заказы аэрокосмической и оборонной отрасли. Благодаря стереолитографическому 3D-принтеру 3D Systems ProX 800 компания смогла радикально повысить эффективность производства. В принтере предусмотрен специальный режим печати фотополимером – QuickCast, при котором воспроизводится тонкостенная внешняя оболочка детали, а пустоты внутри детали заполняются ячеистой структурой. QuickCast-модели заменяют традиционные литейные модели и не требуют дорогостоящей оснастки. Таким образом, компания снизила затраты на литейные модели на 95%.
Контроль геометрии корпуса насоса

Карта отклонений геометрии футеровки
Компания iQB Technologies выполнила проект, включавший 3D-сканирование корпуса насоса после мехобработки и отдельное 3D-сканирование корпуса с футеровкой для контроля толщины покрытия. На первом этапе изделие было оцифровано ручным 3D-сканером Creaform HandySCAN 700, а затем была получена высокополигональная 3D-модель корпуса насоса. Затем специалисты произвели контроль отклонений геометрии в ПО Geomagic Control X. Выявленные отклонения в поверхности покрытия создают дополнительное давление на корпус, следовательно, уменьшают срок его эксплуатации. Проект осуществлен всего за 4 часа.
Реверс-инжиниринг рабочего колеса гидротурбины
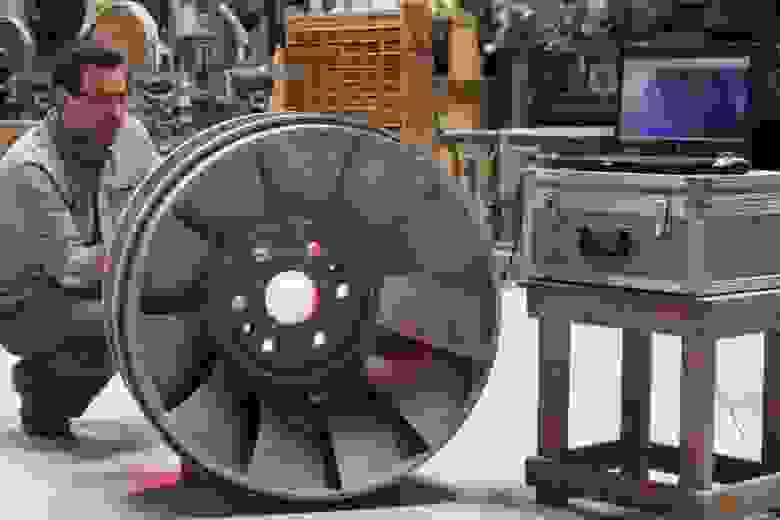
3D-сканирование колеса гидротурбины для последующего обратного проектирования
Компания Dependable Industries (производитель литейных моделей и инструментов из Ванкувера) обратилась к предпринимателю Мэтью Персивалю из 3D Rev Eng для помощи в обратном проектировании отливки рабочего колеса радиально-осевой гидротурбины. Программа для реверс-инжиниринга Geomagic Design X позволяет в течение нескольких часов создавать такие модели со сложными формами, для изготовления которых при помощи традиционных технологий потребовалось бы несколько недель. Благодаря Geomagic Design X время на реверс-инжиниринг было сокращено на 50%, и на 48% уменьшены производственные затраты.
Суть и преимущества аддитивных технологий и производства
Что подразумевается под термином “аддитивные технологии”?
Под аддитивными технологиями понимается процесс изготовления изделий на основе компьютерных 3D-моделей. Построение проиходит послойно, постепенно, из-за чего часто такой процесс называют выращиванием. Это обстоятельство существенно отличает аддитивные технологии от традиционных, которые подразумевали процесс, напоминающий работу скульптора, когда от заготовки отсекали лишний материал или изменяли ее геометрические параматеры.
Использование аддитивных технологий радикально меняет сам процесс производства, так как будущее изделие “выращивается” из расходного материала. При этому процедура построения может быть любой: сверху вниз или снизу вверх. Использование же различных по своим свойствам и составу материалов и соответствующих технологий позволяет получать модели с разными физическими характеристиками и возможностями.
Если попытаться отобразить процесс аддитивного производства, то получится примерно следующая схема:

Полимерные материалы стали первым видом расходника, с которым могло работать первое поколение аддитивных систем. Но со временем новые технологии позволили применять в 3D-принтерах широкую гамму различных материалов: инженерных пластиков, композитных порошков, металлы и сплавы, керамику и песок. Появление новых технологий и материалов позволило расширить и сферы применения аддитивных технологий. Сегодня их применение можно увидеть в аэрокосмической и автомобильной промышленности, электронике и медицине, науке и образовании, а также многих других сферах.
Какими преимуществами обладают аддитивные технологии?
На схеме представлены основные различия между традиционным и аддитивным производством:

Технологии и материалы для аддитивного производства
Какие технологии аддитивного производство существуют сегодня?
Кроме вышеупомянутых можно также отдельно рассмотреть несколько методик, разработанных для быстрого прототипирования. В данном случае речь идет о технологиях 3D-печати, которые служат для создания различных мастер-моделей и образцов.
Развитие аддитивных технологий в России
В России также все активнее применяют в производстве и научных исследованиях аддитивные технологии. Многие уже на практике убедились, что такое оборудование при правильном его применении помогает добиться высоких результатом, снизить себестоимость продукции без потери качества и решать более сложные проблемы.
Видеообзор
Аддитивное производство полного цикла на авиационном предприятии – дело ближайшего будущего

SLM Solutions (Германия) – один из ведущих мировых производителей промышленных 3D-принтеров, работающих по технологии селективного лазерного плавления. В феврале 2016 года было открыто представительство SLM в Москве. Мы побеседовали с Павлом Ладновым, ведущим техническим экспертом «СЛМ Солюшенс РУС». Разговор коснулся вопросов внедрения аддитивных технологий на отечественных авиакосмических предприятиях, а также решений, предлагаемых SLM Solutions.
– Если мы говорим о 3D-технологиях, какие задачи стоят перед авиакосмическими предприятиями, какие проблемы для них наиболее актуальны?
– Во-первых, это проблема сертификации процесса производства на основе аддитивных технологий. Во-вторых, недостаток опыта в работе с трудными сплавами титана и никеля на установках селективного лазерного плавления (СЛП). И наконец, отсутствие порошковых композиций, широко применяемых в нашей стране сплавов алюминия и магния, сталей и пр.
– Расскажите, пожалуйста, о решениях, которые предлагает SLM Solutions.
– Наша компания представляет широкий ассортимент различных опций и комплектаций оборудования, позволяющих наиболее полно удовлетворить все требования клиента. В моделях SLM 280HL и SLM 500HL применяются многолазерные системы с мощностью каждого лазера 700 Вт – это интересно как раз для авиационной тематики. Эта опция обеспечивает (например, на установке SLM 280HL) увеличение производительности до 30 процентов на алюминиевых сплавах по сравнению с аналогичной установкой, но с двумя лазерами по 400 Вт. Для решения проблем, связанных с сертификацией технологии изготовления деталей, на оборудование компании опционально устанавливаются системы мониторинга рабочей реальной мощности лазера и системы контроля эмиссии теплового излучения ванны расплава. Следует отметить, что система контроля качества нанесенного и сплавленного слоя и система потоковой записи log-файлов процесса работы установки входят в базовую комплектацию оборудования. SLM Solutions также постоянно работает над расширением номенклатуры металлических порошков, поставляемых компанией.

– В чем специфика применения 3D-технологий в авиакосмической отрасли?
– Прежде всего это жесткая процедура сертификации. Качество детали, полученной путем селективного лазерного плавления, определяется четырьмя основными факторами.
1. Качество 3D-принтера.
Обеспечивается: проведением и анализом тестовой работы перед отгрузкой оборудования клиенту, а затем на территории клиента после установки оборудования, и регламентацией процедур калибровки и технического обслуживания.
2. Качество процесса построения детали.
Обеспечивается: регламентированием технологических параметров процесса и настроек оборудования.
3. Качество работы с оборудованием.
Обеспечивается: регламентированием процедур работы с оборудованием и внешних условий помещения для работы оборудования; уровнем подготовки операторов аддитивной установки.
4. Качество используемого материала.
Обеспечивается: входным контролем и тестированием материала, регламентированием процедур хранения, транспортировки, работы с материалом.
Исходя из этого, можно представить, каким трудоемким может быть процесс сертификации по всем этим четырем параметрам для получения сертифицированной детали.
Другая важная особенность применения технологии селективного лазерного плавления, в авиакосмическом секторе в частности, – работа с такими технологически трудными материалами, как сплавы титана и никеля. Эти сплавы склонны к образованию остаточных напряжений, приводящих к короблению деталей и даже трещинам.
Геометрия авиакосмических деталей подчас изобилует тонкими стенками, сложными комплексными формами, ячеистыми структурами, при этом стандартные параметры на материал, предоставляемые производителем оборудования, относятся к «усредненной» детали, не слишком крупной и не слишком тонкостенной. Возникает очевидная необходимость предварительно прорабатывать параметры процесса построения не только для материала в общем, но и для деталей с характерной геометрией. Непонимание этой особенности иногда приводит в замешательство людей, считающих, что 3D-принтер должен производить качественную деталь по нажатию кнопки «Пуск» без какой-либо предварительной проработки процесса.

– На каком уровне сейчас возможно применение аддитивных технологий в авиации – лабораторные испытания, изготовление единичных деталей, мелкосерийное производство или полноценное аддитивное производство в цепочке общего технологического процесса на предприятии?
– Аддитивные технологии в авиации дают возможность резко снизить коэффициент Buy-to-Fly, то есть соотношение между количеством закупленного материала и количеством материала в готовой детали, которая «полетит». Они также позволяют добиться недостижимой ранее функциональности отдельных деталей и компонентов, изготовить облегченные и прочные детали, тем самым увеличив полезную нагрузку самолета. Однако, как я уже сказал, серьезные вопросы, связанные с сертификацией и обеспечением стабильности производственного процесса, остаются пока до конца не решенными.
У компании SLM Solutions большой портфель клиентов из авиационной отрасли. Все они сначала тестировали детали в лаборатории, после чего некоторые заказчики смогли применять 3D-технологии для изготовления единичных и мелкосерийных деталей. Аддитивное производство полного цикла на авиационном предприятии – дело ближайшего будущего.
– Оборудование SLM – это конечное решение? Или нужно отдельное программное обеспечение для подготовки к печати, для постобработки и т.д.? Что вы советуете в таком случае заказчикам?
– Оборудование компании SLM – это прежде всего инструмент, комбайн, если хотите, для решения различных производственных задач в области 3D-печати металлами. Можно провести аналогию с программным обеспечением Photoshop, у которого огромное число параметров настроек и вариантов использования, и каждый пользователь выбирает именно то, что нужно ему для решения конкретной задачи. Да, определенно, оборудование SLM – это Photoshop на рынке установок селективного лазерного плавления.
В зависимости от задачи, инструмент может быть и конечным, и промежуточным решением. Безусловно, проблемы, касающиеся проектирования деталей, топологической оптимизации и генеративного дизайна, требуют использование стороннего программного обеспечения для получения конечной исходной модели детали. Подготовка деталей к печати осуществляется с помощью поставляемого в комплекте с оборудованием программного обеспечения и постпроцессора, никакого дополнительного ПО не требуется.
Ввиду особенностей процесса селективного лазерного плавления для деталей из таких материалов, как никелевые, титановые сплавы, инструментальные стали может потребоваться дополнительная термическая обработка или обработка ГИП.
Процесс селективного лазерного плавления нельзя отнести к высокоточным процессам, да и качество поверхности деталей сопоставимо с литьем по выжигаемым и выплавляемым моделям. Поэтому элементы конструкции деталей с более высокими требованиями по шероховатости и плоскостности поверхности необходимо подвергать последующей чистовой механической обработке.

– В чем SLM Solutions превосходит конкурентов в техническом плане?
– Основное преимущество оборудования SLM Solutions – самая высокая производительность в своем классе благодаря запатентованной многолазерной системе, применению 700-ваттных лазеров и нанесению слоев в двух направлениях.
К другим плюсам можно отнести открытую систему настроек параметров оборудования, удобство в обслуживании, мощный постпроцессор и наличие систем контроля параметров процесса построения с возможностью сохранения данных, широкий набор конфигураций установок и периферийного оборудования.
– Какие металлические порошки используются при 3D-печати? Можно ли в 3D-принтерах SLM применять металлические порошки других производителей?
– Установки SLM Solutions адаптированы для работы практически со всеми материалами. Номенклатура металлических порошков компании включает в себя не только широко используемые в СЛП-процессе сплавы, такие как TiAl6V4, 316L, IN718, AlSi10Mg, но и достаточно редкие на рынке услуг 3D-печати, типа Invar36 с низким коэффициентом линейного термического расширения и оловянные бронзы CuSn10.
В основном, порошки для СЛП-процесса получают методами газовой или плазменной атомизации. Важным условием является сферическая форма частиц и отсутствие сателлитов. С точки зрения работы, установки СЛП предъявляют наиболее строгие требования к текучести порошка. Добиваться хорошей текучести позволяет как сферическая форма частиц, так и определенный фракционный состав. В основном порошки для СЛП-процесса имеют размер частиц в диапазоне 10-63 мкм и одномодальное распределение.
– Что вы можете сказать о качестве порошков российского производства (если они уже предлагаются на рынке)?
– Мне трудно судить о качестве российских порошков, так как я этой тематикой специально не занимался. Однако хочу заметить, что у нас есть клиенты, которые применяют отечественные порошки и, в принципе, обеспечивают необходимое качество деталей. Иногда проблема бывает не столько в порошке, сколько в правильном проведении работ по оптимизации параметров процесса построения под конкретный материал. Ключевое условие возможности использования порошка на установках SLM Solutions – хорошая текучесть порошка, а с остальным можно работать.
– Давайте поговорим о перспективах разработки в вашей компании новых технологий, оборудования и материалов для решения задач в авиакосмической промышленности.
– Прежде всего, SLM Solutions как производитель оборудования стремится усовершенствовать конструкцию установок для СЛП, сделать их более удобными и производительными. Ведутся работы по усовершенствованию систем мониторинга процесса построения – это важно как раз для сертификации технологии в авиации – и усовершенствованию периферийного оборудования. Другое направление работы связано с отработкой параметров процесса СЛП для новых групп сплавов – расширения номенклатуры используемых порошков. Технология СЛП очень гибкая и вариативная, здесь есть много перспективных направлений.

– Чем еще вы могли бы поделиться с читателями нашего блога?
– Я бы хотел сказать такую важную вещь. Безусловно, за аддитивными технологиями будущее, но не стоит воспринимать их как панацею, универсальный метод изготовления деталей. Журналисты любят порой сильно преувеличить существующие возможности, но инженеры должны понимать: каждый метод имеет свои ограничения в плане применимости – технологические, экономические, технические и прочие.
Селективное лазерное плавление, действительно, позволяет заглянуть за грань привычного подхода к конструированию деталей, предлагает определенные преимущества, но они реализуются лишь тогда, когда пользователь технологии понимает границы ее применимости – по материалам, конструкции, экономике производственного процесса.
3D-печать следует воспринимать как еще один вариант технологии получения изделий наряду с механической и пластической обработкой, литьем, сваркой. При выборе вариантов производственного процесса взвешивайте тщательно все «за» и «против».
Оборудование для аддитивных технологий
Развитие технологий аддитивного производства условно разделяют на три основные категории :
Изначально оборудование для аддитивного производства позволяло изготавливать лишь прототипы изделия. Однако сейчас производятся заготовки и готовые изделия, работающие в конечных узлах и устройствах. Дальнейшее развитие должно быть направлено на совершенствование оборудования для обеспечения надёжности и повторяемости свойств изделий, требуемых промышленности. Для этого необходимо проведение следующих работ :
Рынок АП-установок делится на три сегмента :
В настоящее время рынок аддитивных технологий стремительно изменяется. Происходит слияние и поглощение компаний – производителей АМ-машин, возникают новые центры оказания услуг в области AM-технологий, эти центры объединяются в глобальную сеть оказания услуг. С другой стороны, происходит специализация: компании сворачивают бизнес в малодоходной для них области, но развивают направления, где компетенции компании наиболее конкурентоспособны.
Наиболее крупными компаниями-производителями 3D-принтеров являются 3D Systems (работает с большинством технологий и быстро поглощает более мелкие компании) и Stratasys (предлагает оборудование, работающее по технологиям FDM и Polyjet Matrix, а также специальные 3D-принтеры для стоматологических работ, печатающие воском).
Другие крупные производители 3D-принтеров, которые котируются на фондовой бирже: Arcam (выпускает принтеры, работающие по технологии EMB), ExOne (предлагает принтеры, функционирующие по технологии Binder Jetting с использованием силикатов и металлов) и Organovo (специализация — биопечать) .
Ключевыми компаниями в области аддитивных технологий являются:
Новейшие достижения в лазерной технике позволили создать новый класс машин для аддитивного производства, конкурирующих с традиционными технологиями механообработки.
Среди основных производителей профессиональных машин – авторитетных компаний с длительной историей работы на рынке: 3D Systems, США; EOS, Германия; SLM Solution, Германия; Objet Geometries, Израиль; Envisiontec, США-Германия; ExOne, США; Stratasys, США; Voxeljet, Германия.
Новое поколение оборудования стереолитографии (SL) представлено установкой SLA-3500. Эта установка позволяет изготавливать изделия средних размеров с высокой производительностью, благодаря применению сложных узлов, рассчитанных на надежную работу в течение многих лет. Производительность установки SLA-3500 на 53% выше, чем у SLA 250. Камера установки SLA-3500 имеет достаточное пространство для изготовления изделий средних размеров или нескольких изделий одновременно. SLA-3500 снабжена новым твердотельным лазером из Nd:YVO4, работающим с утроенной частотой, который обеспечивает мощность в рабочей камере не менее 160мВт в течение 5000 часов работы.
Следующая стереолитографическая установка, представленная американской компанией 3D Systems — SLA-5000. В ней использованы все новейшие достижения в области стереолитографии, значительно повышающие скорость построения изделия и обеспечивающие простоту эксплуатации. Скорость построения изделия на SLA-5000 на 35% выше, чем на SLA-500. Установка обеспечивает высокие темпы разработки новых изделий. Максимальные размеры построения изделия SLA-5000 составляют 508х508х584 мм, позволяя изготавливать крупногабаритные конструкции или одновременно несколько одинаковых (различных) изделий.
Большая часть компаний-производителей использует в своих машинах лазер в качестве источника энергии для соединения частиц металлопорошковых композиций: Arcam (Швеция), используется EBM-технология; Concept Laser (Германия); EOS (Германия); Phenix Systems (Франция); Realizes (Германия); Renishaw (Великобритания); SLM Solutions (Германия); Systems (США).
Оборудование для реализации аддитивных технологий Direct Deposition производят POM Group, Optomec, Sciaky (США), Irepa Laser (Франция) и InssTek (Ю. Корея).
Сводная информация, включающая характеристики основных установок, использующих технологию напыления, представлена в табл. 28.
POM (Precision Optical Manufacturing) является разработчиком DMD-технологии и держателем патентов на оригинальные технические решения по лазерным системам и системам управления с обратной связью с одновременным регулированием в режиме реального времени основных параметров построения детали.
Характеристики установок, работающих по технологии DED
| Название | Максимальные размеры зоны построения, мм | Источник энергии, мощность, Вт. | Толщина слоя, мм | Производи-тельность, см 3 /ч | Доступные материалы |
|---|---|---|---|---|---|
| LENS 750 | 300x300x300 | 500; 1000; 2000 | 0,3-1,0 | 30-100 | Ti, Ti-64;6264; H13, A2, S7; 304, 316, 420, 17-4 PH; Inconel 625, Inconel 718; Hastelloy X; Cu, Al, Stellit 21 |
| LENS MR-7 | 300x300x300 | 500 | 0,3-1,0 | 30-100 | |
| LENS 850-R | 1500x900x900 | 1000; 2000; 3000; 4000 | 0,3-1,0 | 30-150 | |
| DMD505D | 863x863x609 | 1000-5000 | 0,2-1,2 | 20-150 | H13, S7; 420SS, 316SS; CPM1V, CPM10V; Cermets, C250, C276; Inconel 625, 718; Waspalloy; Invar; Stellites — 6, 21, 31; Ti, Ti-6Al-4V |
| DMD103/105D | 300x300x300 | 1000-5000 | 0,2-1,2 | 20-150 | |
| DMD 44R (Robotic DMD) | 1950x2140x 330° | 1000-5000 | 0,2-1,2 | 20-150 | |
| DMD 66R (Robotic DMD) | 3200x3665x 360° | 1000-5000 | 0,2-1,2 | 20-150 | |
| DMD IC106 (Robotic Inert chamber m/c) | 800 (31.5) reach, 6-axis robot | 1000-5000 | 0,2-1,2 | 20-150 | |
| VC LF200 (LF300, LF500) | 400х350х200 | 300-500 | 0,1-0,3 | 0,5-4,0 | 316L, 410; Ti, Ti64, Inconel 718, 625; Stellite 6-12-2125, H13, D7, T15, CPM 10V, M2, Waspalloy, 440, Hatfield steel, Cu |
| VILF4000 MacroCLAD | 950 x 900 x 500 | 300-500 MacroCLAD | 650x700x500 | 300-500 8,0-85,0 | |
| MAGIC LF6000 | 1500x800x800 | 750-4000 | 0,2-0,8 | 8-50- мм3/ч | |
| MX-3 | 1000x800x650 | 500-1000 | н/д | н/д | P20, P21, H13, D2, 304, 316 420 steels; Ti, Ti-6-4,; Inconel 600, 625, 690, 713, 718, 738; Hastelloy X; Ni, Co-Cr, Stellite 6, 21 |
| MX-4 | 450 x 450 x 350 | н/д | н/д | ||
| Sciaky’s DM | 5700x1200x1200 | (электронный луч) | н/д | 7-18 кг/ч | сплавы Ti, Ni, Al, Fe |
| Honeywell Aerospace | 1200х1200х1800 | (плазма) | н/д | н/д | Ti, Al, Inconel, 316L. |
| Lasertec 65 | 650x650x360 | 2000 | от 0,1 | — | н/д |

Рис. 156. а – DMD-система на базе робота, модель 66R; б – установка DMD 505D
Мощные лазеры обеспечивают высокую производительность – скорость синтеза составляет 24-160 см 3 /ч. Оригинальная система управления позволяет регулировать размер пятна расплава в зависимости от конфигурации элементов строящейся детали: уменьшая размер пятна и, соответственно, подачу материала в зону расплава при проработке тонкостенных элементов и увеличивая – при построении массивных элементов.
Модели LENS 750, LENS MR-7 в базовой версии имеют 3 оси управления, в качестве опции дополнительно может быть установлен поворотный стол, обеспечивающий 4 и 5-ю оси управления. Точность позиционирования 0,25 мм, производительность до 100 г/ч LENS 850-R в базовой версии имеют 5 осей управления и оснащены двумя бункерами по 14 кг. В машинах используются порошки с фракционным составом 36-150 мкм.

Рис. 157. Установка Optomec LENS 850
Оригинальную аддитивную технологию применяет компания Sciaky (США). Компания специализируется на разработке технологий и оборудования для сварки и свои «сварочные» компетенции использовала для создания AТ-машины, в которой построение детали производится методом послойного наваривания материала в расплаве, сформированном не электрической дугой или лазером, а электронным лучом. Компания назвала свою технологию EBDM – Electron Beam Direct Manufacturing («прямое производство посредством электронного луча»).

Рис. 158. Установка Sciaky EBDM
Компанией BeAM, базирующейся во Франции. Эта фирма, основанная в 2012 году, уже получила известность в ряде европейских стран благодаря созданной здесь новой технологии 3D-печати металлических изделий, получившей название CLAD. Этот метод можно использовать как для изготовления различных изделий, так и для ремонта поврежденных деталей, например в аэрокосмической промышленности.
Ранее для 3D-печати металлов использовались технологии прямого лазерного спекания металла (DMLS) и селективного лазерного спекания (SLS), при которых слой металлического порошка расплавлялся с помощью направленного действия мощного лазерного луча. Способ, предложенный BeAM, также состоит в расплавлении частиц металла с помощью лазера, однако для этого не требуется нанесения вещества тонким слоем и его предварительного просеивания.
Французская компания BeAM (Be Additive Manufacturing) работает в тесном сотрудничестве с фирмой Irepa Laser, которая является создателем технологии CLAD, разработанной для нужд аэрокосмической отрасли, и предоставляет современные лазерные технологии (рис. 159).

Рис. 159. Установка MAGIC LF 6000
Стратегический альянс между германским концерном GILDEMEISTER и японской компанией Mori Seiki официально начался в 2009 г.
 |
| Рис. 160. Установка InssTek MX-3 |
После удачного выхода на рынки Германии, Азии, США и Японии DMG и Mori Seiki объединили свои усилия в Европе с 1 апреля 2012 г.

Рис. 161. Гибридный станок LASERTEC 65 3D
Компания SLM Solutions производит установки, работающие по технологии СЛП. Отличительной особенностью установки SLM Solutions 280HL является возможность установки двух лазеров. Один, менее мощный (400 Вт), обладая меньшим диаметром пятна (около 80 мкм) обрабатывает поверхностные области изделия, а также тонкие элементы, а более мощный (1000 Вт), с диаметром пятна около 700 мкм обрабатывает сплошные участки слоя. Также, есть возможность обрабатывать сплошные участки не на каждом слое, а через один или два слоя, обрабатывая только поверхностные области. Это позволяет значительно повысить скорость изготовления изделия.
На установке SLM Solutions 500HL (рис. 162) кроме возможности последовательной обработки лазерами разной мощности существует возможность установки до четырёх отдельных лазерных систем, которые позволяют производить лазерную обработку одновременно четырьмя лазерами. При изготовлении детали возможен подогрев области построения до 500°C. Изготовление детали производится в среде аргона или азота.
Компания Realiser, ранее являвшаяся партнёром SLM Solutions, но в 2010 г. ставшая самостоятельной, выпускает несколько различных установок, работающих по технологии СЛП. Одна из них, SLM 50, отличается своими размерами – она предполагает настольную установку, обладает малой областью построения и подходит для исследовательских целей, либо для изготовления ювелирных или стоматологических изделий.

Рис. 162. Установка SLM Solutions 500HL
Машина SLM 100 обладает рабочей камерой с размерами 125x125x100 мм и лазерным пятном до 20 мкм, что позволяет изготавливать стенки с толщиной до 60 мкм. Установка SLM250 (рис. 163) обладает лазерной системой, позволяющей уменьшить диаметр пятна с 40 мкм до 20 мкм, а нанесение слоя происходит за 4 с.

Рис. 163. Установка Realiser SLM 250

Рис. 164. Установка Renishaw AM250
Поставщики металлопорошковых композиций
В мире существует несколько десятков крупных компаний – производителей металлопорошков по технологиям атомизации (США, Франция, Германия, Швеция, Япония, Китай и др.). Компании приобреют атомайзеры у других компаний или разрабатывают свои собственные конструкции. Большинство компаний не продает свои технологии, даже в качестве лицензий, акцентируя свой бизнес только на производстве порошков. Редким исключением является шведская компания Sandwik Osprey (Швеция), которая в 80-х гг. ХХ в. продала лицензию на технологии атомизации компании ALD Vacuum Technologies (Германия). Сама же Sandwik Osprey, имея оборудование собственной конструкции и «ноу-хау», превратилась в одного их лидеров мирового рынка по производству металлических порошков.
В Европе атомайзеры в качестве товарной продукции производят компании – ALD (Голландия), PSI (Phoenix Scientific Industries Ltd.) и Atomising Systems Ltd. (Великобритания).
Мировой лидер в производстве оборудования для газовой атомизации – компания ALD – в настоящее время входит в группу AMG Advanced Metallurgical Group N.V. В производственной линейке компании – атомайзеры как лабораторного (объем тигля 1,0-2,0 л), так и индустриального назначения с производительностью до 500 кг за одну плавку и более. Лабораторные атомайзеры ALD VIGA 1-B, VIGA 2 (рис. 165, 166) предназначены для получения порошков стали и спецсплавов в основном в исследовательских целях.
Атомайзеры Hermiga 75/3 и Hermiga 75/5 компании PSI предназначены для получения порошков спецсталей и титановых сплавов. Машины отличаются объемом тигля (3 и 5 кг по стали соответственно) и позволяют получать металл в слитках или в виде порошка сферической формы.

Рис. 165. Плавильная камера атомайзера VIGA 2

Рис. 166. Плавильная камера атомайзера EIGA 50. Предоставлено ALD
Атомайзер Hermiga 100/10 VI – лабораторно-исследовательская машина с донным сливом и с аргоновым распылителем для получения порошков спецсталей, титановых сплавов, редкоземельных металлов, пирофорных сплавов, а также заготовок методом spray forming. Машина может также выполнять функцию «поставщика» расходных (строительных) материалов для аддитивных машин, для выращивания изделий (в частности, литейных форм) из металлических порошков. Модель имеет съемный тигель емкостью 10 кг по стали. Дисперсность порошка варьируется от 10 до 100 мкм. Габаритные размеры атомайзера – 5050×5950х5070 мм. Машины PSI имеют в качестве специальной опции возможность атомизации титановых сплавов. Реализация данной опции требует установки дополнительного оборудования, которое существенно увеличивает габариты и стоимость системы.
В линейке оборудования фирмы PSI имеются модели с донным сливом (Hermiga 100/25VI) и модели с поворотным тиглем (Hermiga 100/50V21, Hermiga 120/100 V21, Hermiga 100/200 V21). Эти машины, имеющие емкость тигля по стали соответственно 25, 50, 100 и 200 кг, предназначаются для мало- и среднесерийного производства металлических заготовок и порошков.
Компания Atomising Systems Ltd специализируется на выпуске оборудования для атомизации металлических и неметаллических материалов различными технологиями. В линейке оборудования имеются как лабораторные атомайзеры, позволяющие получать в день 1-5 кг порошка, так и индустриальные установки производительностью более 5 т в день.
Компания Raymor Industries Inc. (Канада) – одна из немногих компаний использует технологию плазменной атомизации сплавов Ti, Co-Cr, а также Mo и Nb, предлагая при этом порошки очень высокого качества в широком диапазоне фракционного состава. Порошки имеют следующую градацию по фракциям: 0-25, 0-45, 45-106, 45-150, 0-250 мкм.
Из числа относительно крупных европейских производителей металлопорошковых композиций, в частности и для AM-машин, можно привести :
TLS Technik GmbH & Co. Spezialpulver KG (Германия): титан и титановые сплавы (включая Titanium Grade 1 ASTM, Titanium Grade 2 ASTM, Titanium Grade 5 ASTM (Ti 6Al 4V), цирконий, алюминий и алюминиевые сплавы, магний, никель и никелевые сплавы, стали, ванадий, редкоземельные металлы, медь, золото и платина.
Wiretec Handels — und Beratungsgesellschaft mbH (Германия) – производство мелкодисперсных кобальтовых порошков d50=2-10 мкм.
Одна из ведущих компаний-производителей порошков широкого спектра Sandwik Osprey выделила отдельную технологическую «нитку» для производства порошков специально для нужд аддитивных технологий.
Возникают фирмы-сателлиты, адаптирующие «серийные», массовые порошки для аддитивных технологий.
Критически важный фактор для внедрения аддитивного производства – аттестация АП-оборудования, которая также является обязательным предварительным условием для сертификации конструкционных узлов. В настоящий момент отмечается неустойчивость характеристик от детали к детали и от установки к установке.
Процесс аттестации технологии для того или иного материала может быть различным, однако некоторые обязательные элементы являются общими :